






Najpopularniejsze techniki określania rozkładu wielkości cząstek to dynamiczna analiza obrazu (DIA), statyczne rozpraszanie światła laserowego (SLS, zwane również dyfrakcją laserową), dynamiczne rozpraszanie światła (DLS) oraz analiza sitowa.
W artykule przedstawiono zalety i wady każdej z technik oraz omówiono ich wzajemną porównywalność.
Każda metoda obejmuje charakterystyczny zakres wielkości cząstek, w którym pomiar jest możliwy. Zakresy te częściowo się pokrywają. Na przykład DIA, SLA i przesiewanie mogą mierzyć cząstki w zakresie od 1 µm do 3 mm. Jednakże, wyniki pomiarów tej samej próbki mogą się znacznie różnić.
Poniższa tabela zawiera przegląd zakresów pomiarowych różnych technologii i powiązane z tymi zakresami analizatory firmy Microtrac.
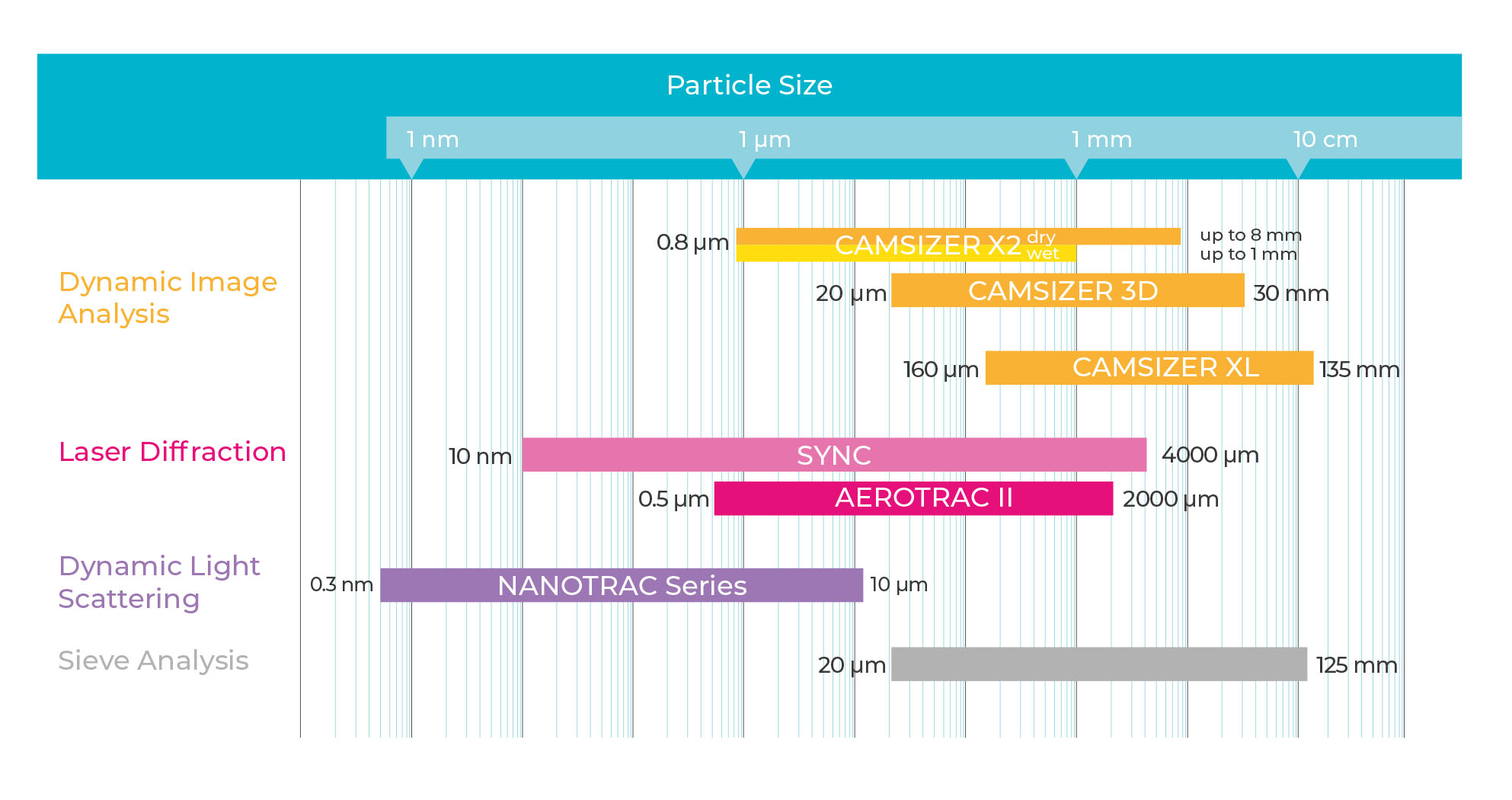

Microtrac offers products for all particle size analysis technologies.
Analiza sitowa: Oddana tradycji
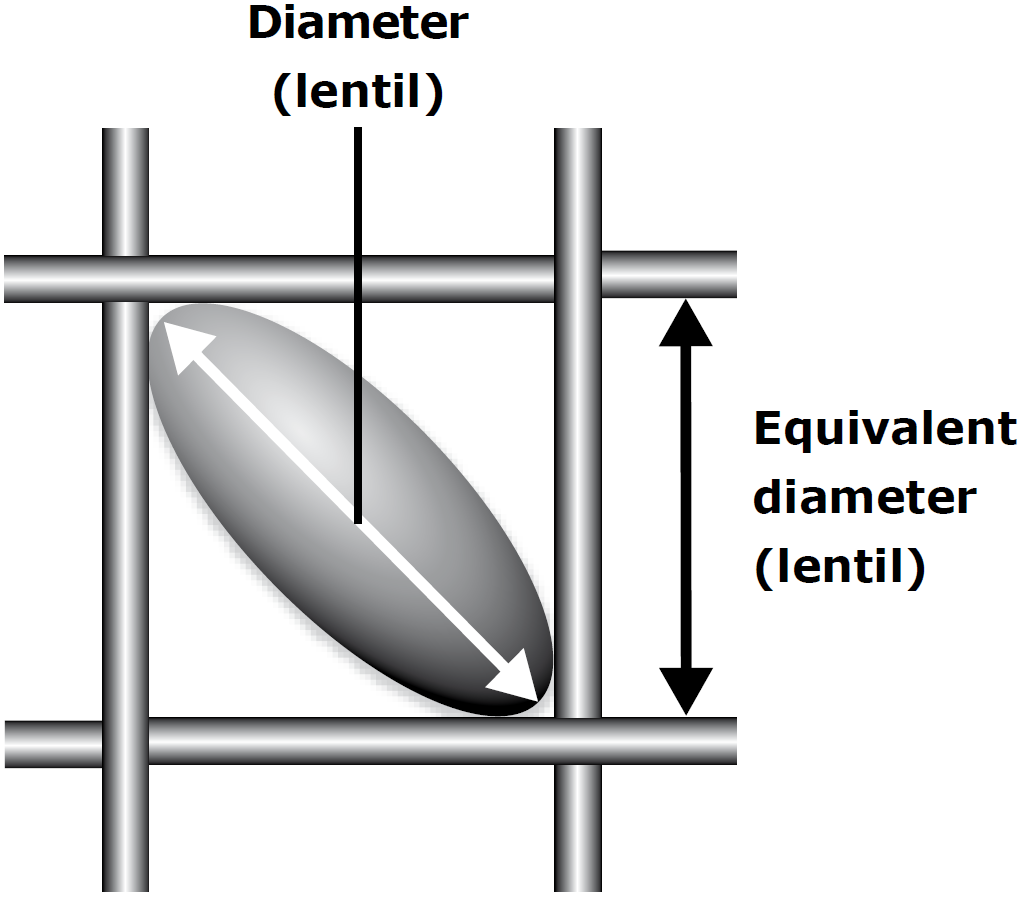
Analiza sitowa jest nadal tradycyjną i najczęściej stosowaną metodą określania wielkości cząstek. Zestaw sit składa się z kilku sit o rosnącej wielkości oczek, ułożonych jedno na drugim, a próbkę umieszcza się na najwyższym z nich. Zestaw jest mocowany do wytrząsarki i wprawiany w wibracje na czas mieszczący się zwykle w przedziale 5 - 10 minut. W rezultacie cząstki są rozprowadzane na sitach w stosie (dzielone na frakcje) zgodnie z ich wielkością. W warunkach idealnych, cząstki ustawiają się swoim najmniejszym wymiarem w kierunku oczka i przechodzą przez nie opadając na sito znajdujące się poniżej. Biorąc za model cząstki o kształcie sześcianu, odpowiada to długości jego krawędzi. W przypadku cząstek o kształcie przypominającym soczewkę, wielkość określona przez analizę sitową byłaby wartością pomiędzy grubością a średnicą cząstki, ponieważ taka cząsteczka miałaby tendencję do ustawiania się po przekątnej otworu sita (patrz rysunek po prawej). W związku z powyższym analiza sitowa jest metodą, która określa rozmiar ziaren w ich preferowanej orientacji z tendencją do określania głównie szerokości cząstek.
Analizę sitową przeprowadza się do momentu, w którym masa próbki na poszczególnych sitach już się nie zmienia (= stała masa). Każde sito jest ważone, a objętość każdej frakcji jest obliczana w procentach wagowych, co pozwala na uzyskanie rozkładu związanego z masą.
Rozdzielczość analizy sitowej jest ograniczona liczbą możliwych do uzyskania frakcji. Standardowy zestaw sit składa się z maksymalnie 8 sztuk, co oznacza, że rozkład wielkości cząstek jest oparty tylko na 8 zakresach danych. Automatyzacja procedury jest prawie niemożliwa, co sprawia, że jest ona dość czasochłonna. Etapy analizy sitowej obejmują: ważenie wstępne, 5-10 minutowe przesiewanie, ponowne ważenie i czyszczenie sit.
Najczęstsze źródła błędów to: przeciążenie sit (blokowanie otworów sita), korzystanie ze starych, zużytych lub nawet uszkodzonych sita lub błędy w transmisji danych np. podczas odczytu czy spisania wartości z wagi. Należy również wziąć pod uwagę, że rozmiary otworów w nowych sitach spełniających wymagania norm również podlegają pewnym tolerancjom.
Przykładowo, dopuszcza się odchylenie średniej rzeczywistej wielkości otworu w sicie 1 mm o ±30 µm, w przypadku sita 100 µm wynosi ono ±5 µm (tj. średnia rzeczywista wielkość otworu mieści się w przedziale 95-105 µm). Jest to jednak tylko wartość średnia, co oznacza, że niektóre oczka mogą być jeszcze większe.

Dynamiczna analiza obrazu i przesiewanie
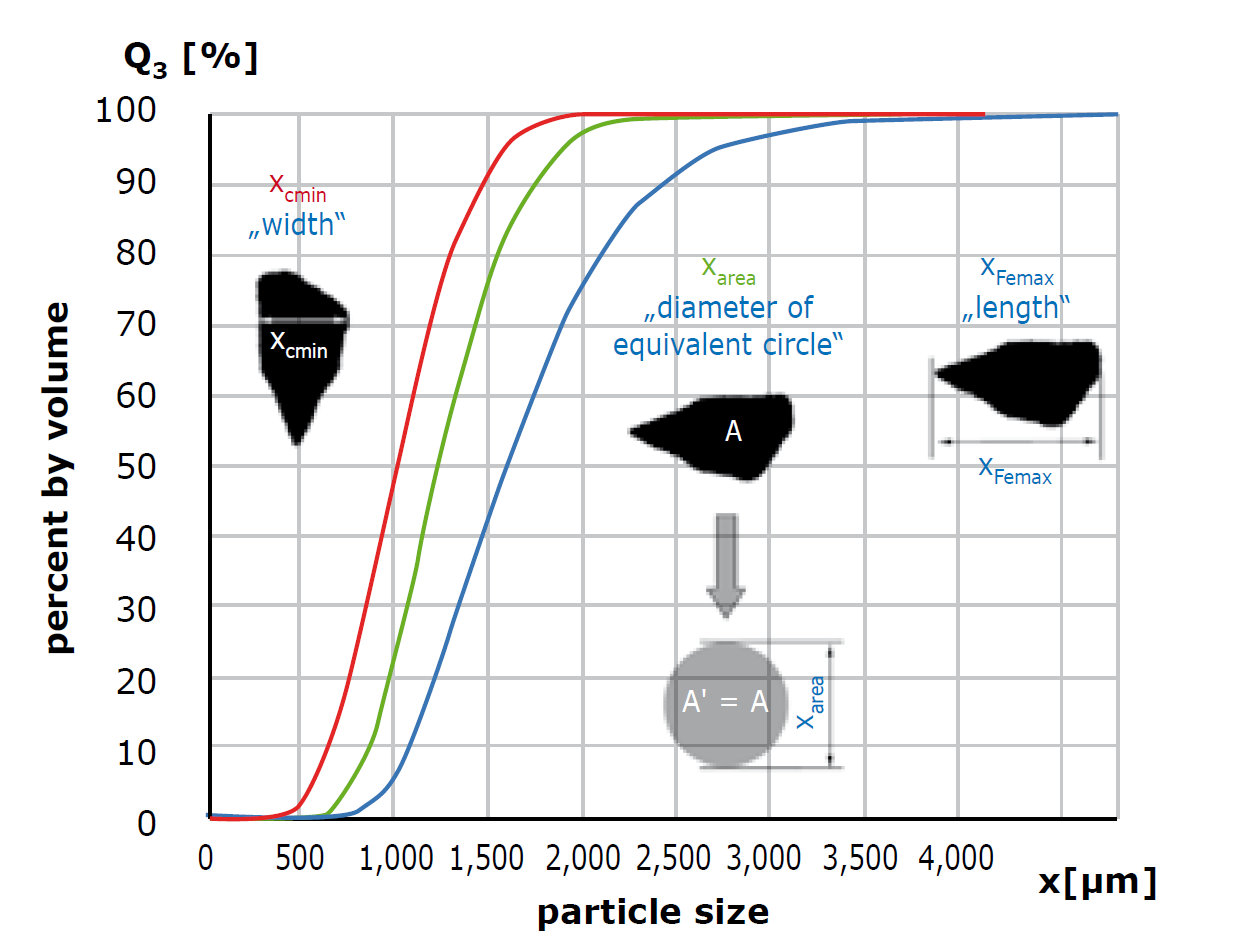
W porównaniu do analizy sitowej pomiar metodą dynamicznej analizy obrazu (DIA) pozwala na uchwycenie cząstek w przypadkowej orientacji i położeniu. Zapisanie obrazu cząstek umożliwia określenie wielu różnych parametrów wielkości i kształtu. Do najbardziej podstawowych parametrów należą np. szerokość, długość, średnica odpowiadającego cząstce okręgu (patrz rysunek poniżej).
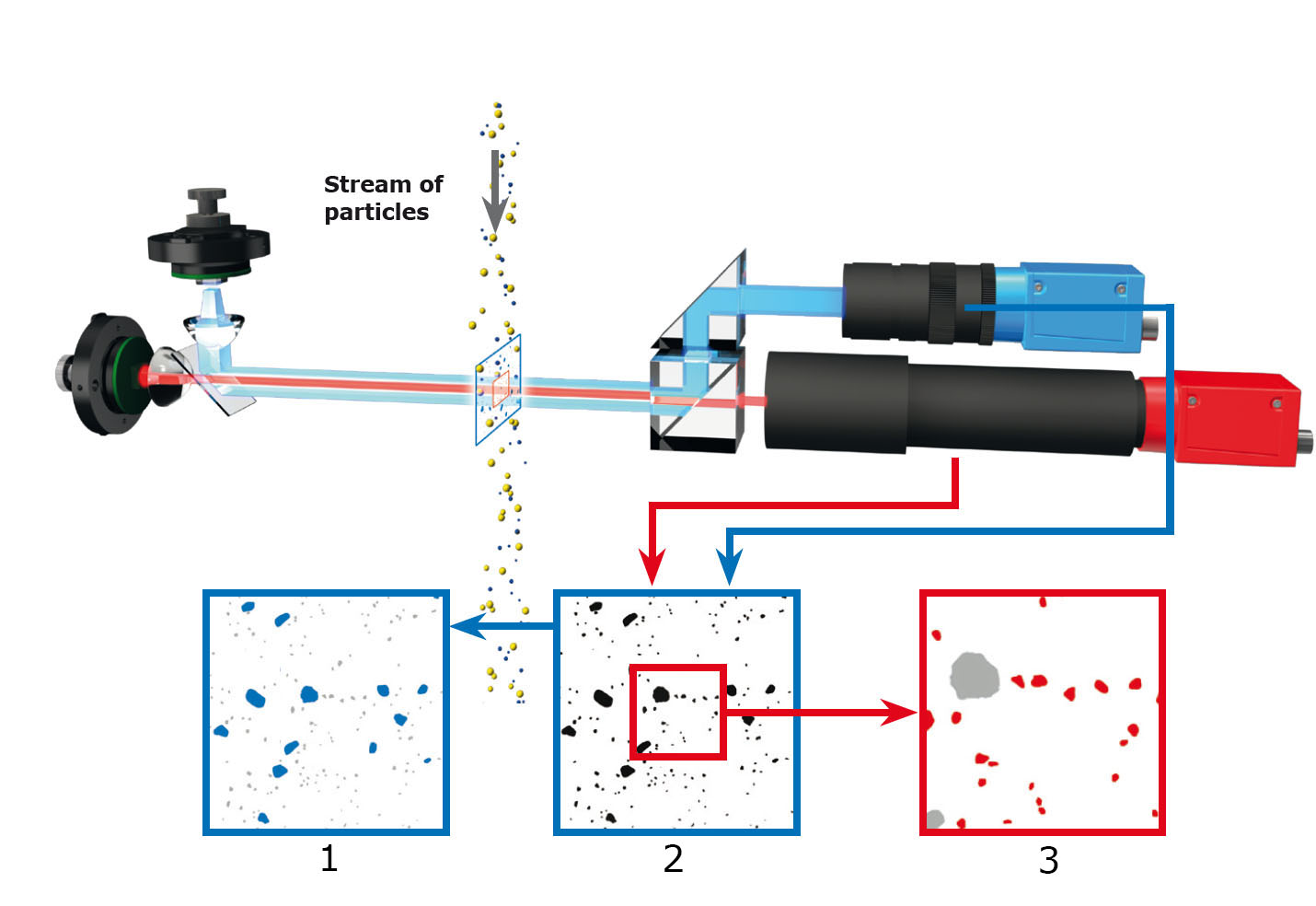
1. Kamera "basic" wykrywa największe cząstki.
2. Kompletny przepływ próbek jest zapisywane za pomocą dwóch kamer.
3. Kamera "zoom" analizuje mniejsze cząstki.
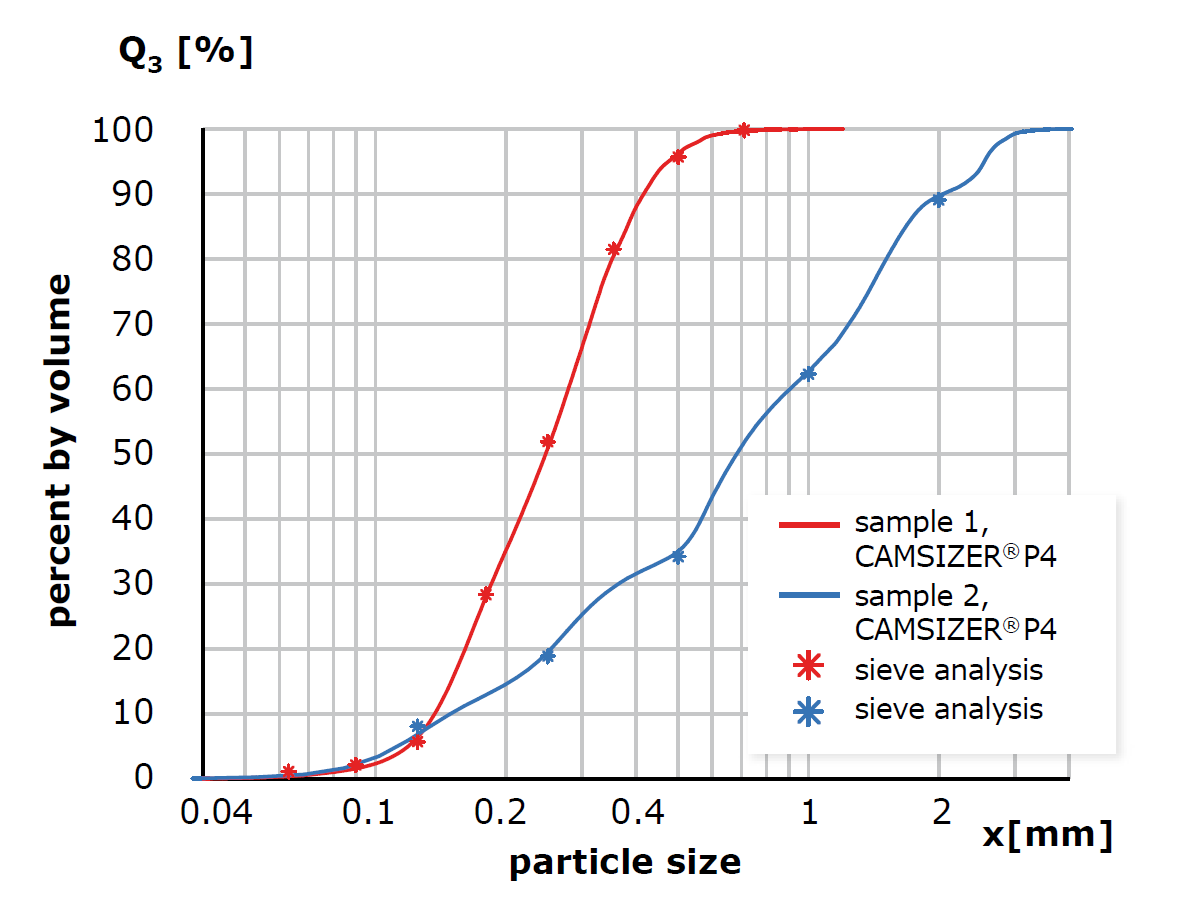
Parametry opisujące kształt cząstek obejmują kulistość, symetrię, wypukłość i współczynnik kształtu. Istotną cechą DIA jest bardzo wysoka czułość wykrywania ziaren ponadwymiarowych. Na przykład, CAMSIZER® P4 jest przeznaczony do wykrywania każdej pojedynczej cząstki w próbce; model CAMSIZER® X2 ma limit detekcji 0,01 % dla cząstek ponadwymiarowych. Rozdzielczość systemów DIA jest również bezkonkurencyjna: najmniejsze różnice wielkości w zakresie mikrometrów są bezbłędnie i każdorazowo wykrywane, a rozkłady wielomodalne są rozpoznawane z ogromną precyzją. W przypadku porównania DIA z analizą sitową, tzw. "szerokość" cząstek jest najlepszym parametrem. Jednakże, podczas pomiaru cząstek o nieregularnych kształtach nadal występują systematyczne różnice w otrzymywanych wynikach, ponieważ DIA mierzy poruszające się cząstki w przypadkowej orientacji. Różnice w rozkładach wielkości cząstek są charakterystyczne dla każdego zdefiniowanego kształtu cząstek. Oprogramowanie CAMSIZER® posiada algorytmy, które pozwalają na skorelowanie wyników DIA prawie w 100% z wynikami uzyskanymi w analizie sitowej (patrz rys. poniżej). Procedura ta jest często stosowana w aplikacjach analizy wielkości cząstek do kontroli jakości, ponieważ na zglobalizowanym rynku wiele produktów jest analizowanych przez różne laboratoria przy użyciu różnych technik pomiarowych, co stwarza potrzebę ich porównywalności.
Dynamiczna analiza obrazu i dyfrakcja laserowa
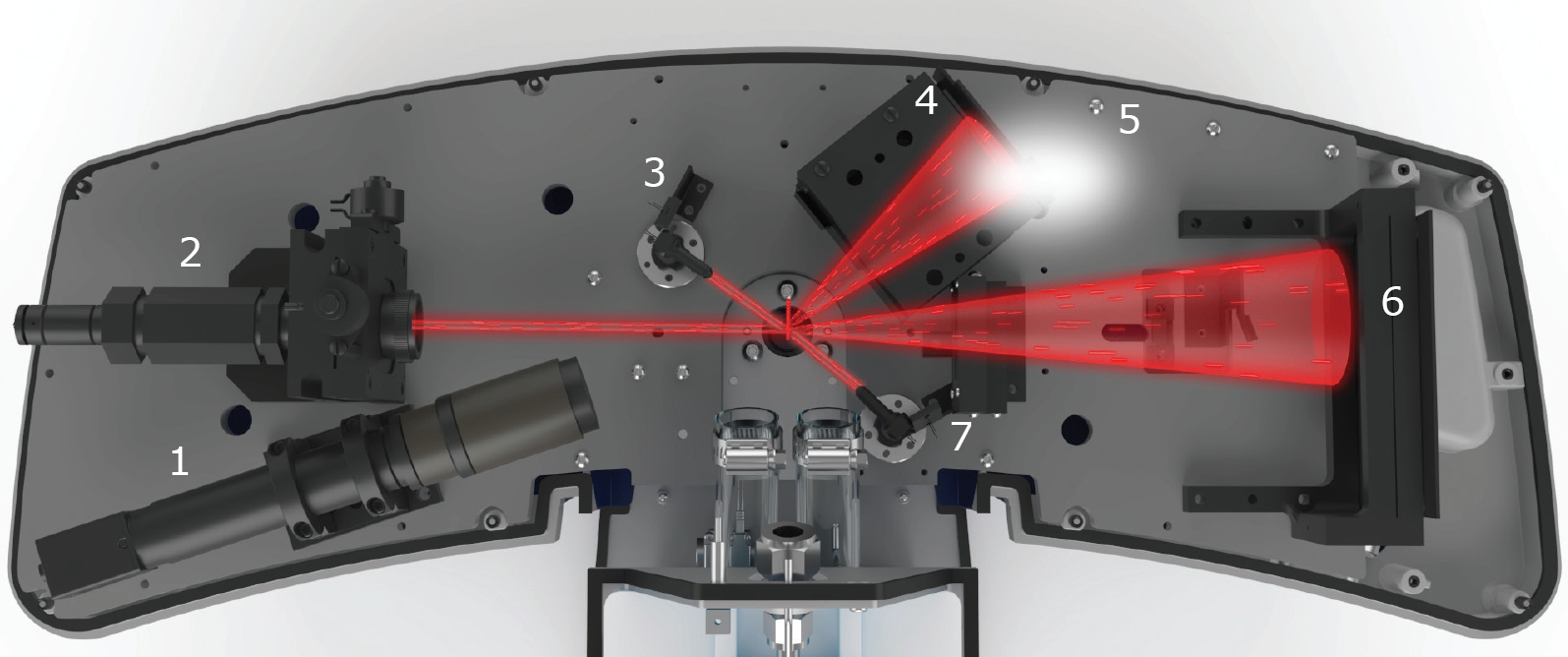
W statycznej analizie rozpraszania światła laserowego (SLS), zwanej również dyfrakcją laserową, rozmiar cząstek jest mierzony pośrednio poprzez wykrywanie rozkładów intensywności światła laserowego rozproszonego przez cząstki pod różnymi kątami. Poniższy rysunek przedstawia konfigurację Microtrac SYNC, najnowocześniejszego granulometru laserowego z unikalną geometrią trójlaserową i dodatkowym modułem kamery.
Technika ta oparta jest na zjawisku rozpraszania światła przez cząsteczki, a korelacja pomiędzy rozkładem intensywności i wielkością cząsteczek jest dobrze znana. Mówiąc prościej, duże cząsteczki rozpraszają światło pod małym kątem, podczas gdy małe cząsteczki tworzą wzory rozpraszania pod dużym kątem.
Duże cząstki dają raczej ostre, wyraźne rozkłady intensywności z wyraźnymi maksimami i minimami pod określonymi kątami, wzór rozpraszania światła małych cząstek staje się coraz bardziej rozproszony, a ogólna intensywność maleje. Szczególnie trudno jest mierzyć cząstki o różnej wielkości w próbce polidyspersyjnej (mieszaninie cząstek o bardzo różnych rozmiarach), ponieważ poszczególne sygnały rozpraszania światła cząstek nakładają się na siebie.
Statyczne laserowe rozpraszanie światła (SLS) jest metodą pośrednią, która oblicza rozkłady wielkości cząstek na podstawie nałożonych wzorów światła rozproszonego spowodowanych przez cały zestaw cząstek. Dodatkowo, aby obliczenia dały wiarygodne wyniki, dla małych cząstek muszą być znane właściwości optyczne materiału (współczynnik załamania światła).
Ponieważ teoria SLS opiera się na założeniu, że cząstki są kuliste, ocena kształtu nie jest możliwa. Wadą metody SLS jest stosunkowo niska rozdzielczość i czułość. Ziarno ponadwymiarowe może być również wykryte przez nowoczesne analizatory dopiero od ok. 2 % obj. Aby możliwe było wyznaczenie rozkładów wielomodalnych, wielkość obu składników musi różnić się co najmniej o współczynnik 3.
Dużą zaletą dyfrakcji laserowej jest to, że jest to szybka, sprawdzona technika oferująca dużą elastyczność. Dzięki zakresowi pomiarowemu od kilku nanometrów do milimetrów, metoda ta może być stosowana do większości wymagań w technologii cząstek. Analiza obrazu nie może być stosowana dla cząstek <1 µm. Analizy z wykorzystaniem urządzeń SLS są łatwe do przeprowadzenia i mogą być w znacznym stopniu zautomatyzowane.

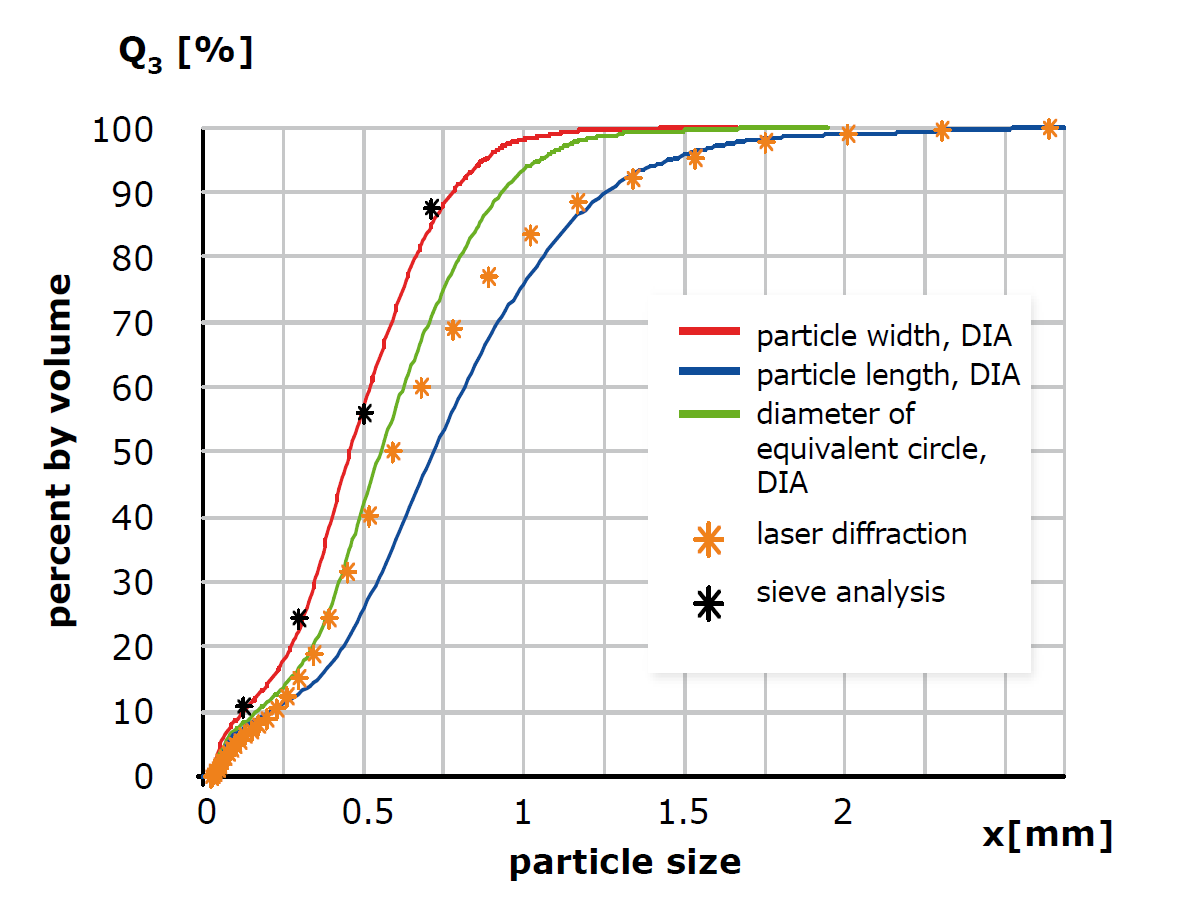
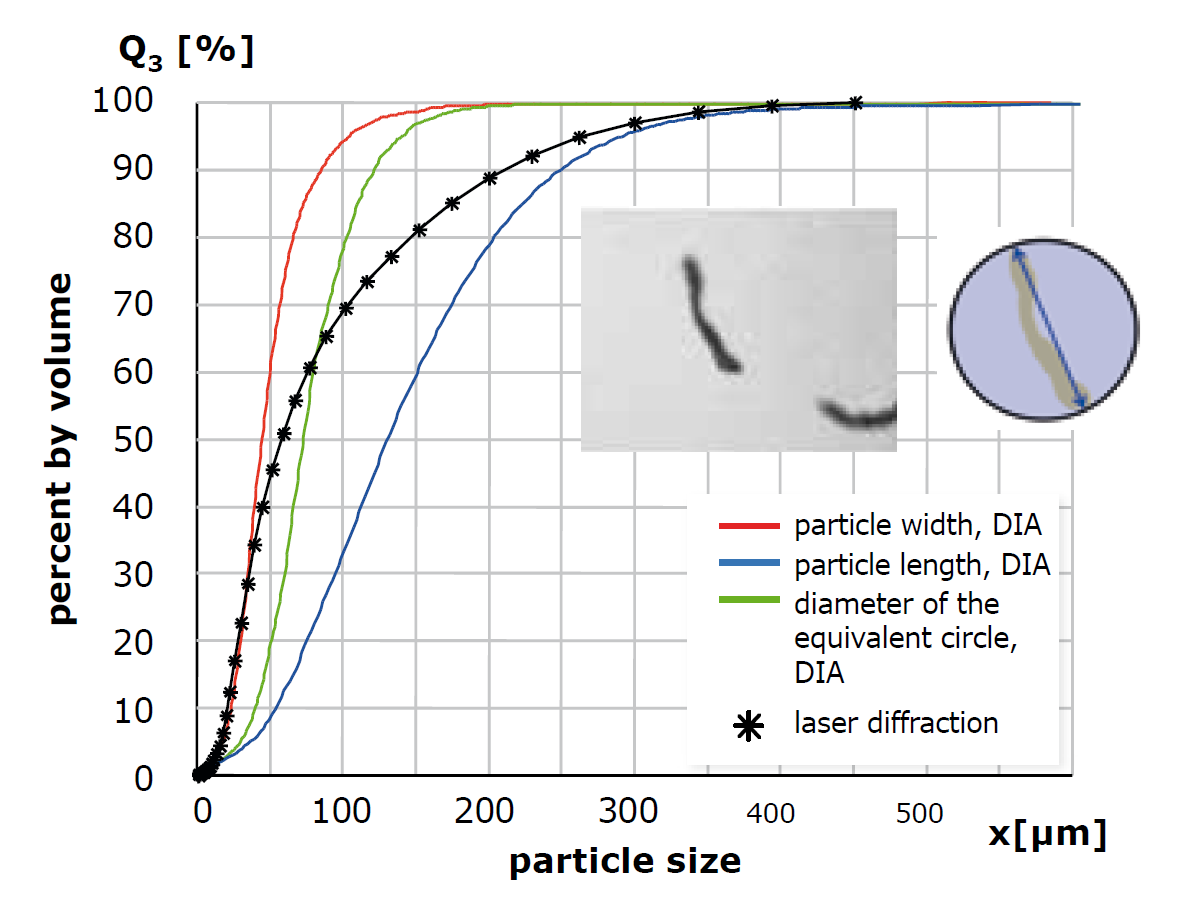
Powyższy rysunek po lewej stronie przedstawia porównanie pomiędzy SLS, DIA i przesiewaniem na przykładzie próbki zmielonej kawy. Analiza sitowa daje najdokładniejszy wynik, pomiar szerokości CAMSIZER® X2 (DIA) daje porównywalny wynik, jeśli weźmiemy pod uwagę szerokość cząstek. Analiza laserowa uniemożliwia porównanie z sitem, wynik odpowiada w przybliżeniu xarea (średnica okręgu o tej samej powierzchni) od DIA. Jednak w wyniku uwzględniane są wszystkie wymiary cząstek, które następnie są odnoszone do cząstek kulistych. Dlatego SLS zawsze daje szersze rozkłady niż analiza obrazu. Na prawym zdjęciu widać to jeszcze wyraźniej. Tutaj, próbka włókien celulozowych została zmierzona za pomocą CAMSIZER® X2 i porównywalnie za pomocą analizatora laserowego. Podczas gdy analiza obrazu pozwala rozróżnić grubość i długość włókna, nie jest to możliwe w przypadku dyfrakcji laserowej. Krzywa pomiarowa SLS początkowo przebiega równolegle do pomiaru szerokości, a następnie zbliża się do "długości włókna".
Particle measurement with Laser Diffraction
There are some fundamental differences in particle measurement by laser diffraction compared to image analysis.
While in imaging techniques each recorded particle represents a measurement event and is included in the overall result, scattered light or diffraction analysis are so-called ensemble measurement techniques. This means that the measurement signal is generated simultaneously by many particles of different sizes.
It is therefore a superposition of angle-dependent scattered light intensities, from which the contributions of the different particle sizes must be calculated. This is done either via the Mie theory, for which the refractive index of the particles must be known, or via the Fraunhofer approximation, which, however, is only usefully applicable for larger particles.
Particle measurement by laser diffraction cannot distinguish between length and width. All scattered light data are referred to a spherical model, they are so-called equivalent diameters. For non-spherical particles, this usually results in a wider distribution being output than in image analysis.

Skontaktuj się z nami w celu uzyskania bezpłatnej konsultacji
Ostatecznie wybór, czy użyć prostego rozwiązania przesiewania, czy też zainwestować w dyfrakcję laserową lub dynamiczną analizę obrazu, będzie zależał od ilości badań, dostępnego budżetu i personelu oraz wszelkich szczególnych norm międzynarodowych lub wymagań klienta, z którymi się Państwo stykają. Zachęcamy do kontaktu z Microtrac w celu bezpłatnej konsultacji, która pozwoli ustalić, jakie rozwiązanie zapewni optymalny wynik i zwrot z inwestycji.